Wilkinson's Swords, Part One by Robert Wilkinson-Latham
Editor’s Note
This project has been undertaken to preserve and share the insights and knowledge that Robert Wilkinson-Latham shared over many years on the Sword Forum International website. Mr Wilkinson-Latham enjoys a unique insight into the workings and personalities at a company that was, for a century-and-a-half, the most prestigious sword manufacturer in the world, serving royalty, members of the armed services and civilian customers alike. Wilkinson’s reputation for producing high quality weaponry to exacting standards was enviable and it’s easy to see why the blades it produced are still highly desired by collectors.
This, the first of two articles, represents the sum total of many thousands of forum posts, each fully explored alongside any related threads, the information then transcribed and organised into appropriate subheadings. I have edited the rather staccato notes together to form prose more suited to the medium here, though the sentences might not flow as well as hoped due to my striving to retain as much of the original author’s words and voice as possible and the succinct, disjointed nature of forum posts. Any text that you find set within quotation marks is presented verbatim. I hope these articles will serve as interesting references for my fellow sword collectors and researchers and I am thankful to both SFI and Robert Wilkinson-Latham for kindly giving this lengthy, fascinating project their permission and support.
Matthew Forde
The Process of Manufacture
Henry Wilkinson started making swords in the mid-1840s at his factory in Acton, and then only in small numbers [the company could trace its roots back to the famous gunsmith Nock who left his company to Henry Wilkinson’s father, James]. They did not contract out or buy in swords from anyone else or any other country nor were blades or hilts sold separately. The famous double triangle design that surrounded Wilkinson’s proof marks first made its appearance in 1844, selected due to the triangle being the strongest shape in geometry with two interlocking therefore emphasising the high quality of the company’s products. Henry Wilkinson died in 1861 and John Latham, his manager, acquired the company. The ‘Prince of Wales’ Feathers’ and by Appointment appear after his royal warrant was granted on the 20th of March 1863. In 1887, a larger factory was opened, in Chelsea.
Wilkinson’s Final Warrant from Queen Victoria, 1900
Queen Victoria’s royal warrant was granted in 1899 or 1900, allowing By Appointment to Queen Victoria to appear on products. Wilkinson held various other warrants during the mid-to-late 1800s, including:
HRH the Duke of Edinburgh
HRH the Duke of Cambridge
HRH the Duke of Saxe Coburg
HRH the Duke of Connaught
HH the Khedive of Egypt
HM the King of Siam
numerous maharajas
Many others were also held as a gun-maker. Royal warrants helped trade greatly but were only issued for a certain time-frame. Upon expiry, the product or service was considered again and, if necessary, a new warrant issued and the old warrant returned. Wilkinson was granted the warrant of HRH Queen Elizabeth II in 1955 so swords made after King George VI’s death but before 1955 carry the etching By Appointment to the Late King George VI.
The company moved from 27 Pall Mall to the smaller 53 Pall Mall sometime before WWII.
“The 27 Pall Mall cabinets were moved to 53 Pall Mall, modified and ended somewhat damaged when a bomb dropped outside 53 Pall Mall in World War Two. Salvageable remains were taken to the Acton factory where they languished at the back of the sword department. Bad storage and water leakage slowly did for the ex-Pall Mall furniture—desks, cabinets, the large desks used by directors—they ended up being chopped up and either thrown out or used (as they were hard wood). I am sure the brass door and drawer knobs were had by someone. In the 1960s when I was there, I did find in an old Pall Mall desk drawer a number of government specifications, the odd belt buckle, some wood printing blocks for the last issue of Observations on Swords (1894) and the attached which I kept!”
All sword blades were tested on the company’s famous proving machine, the eprouvette (until closure occurred in 2005). Henry Wilkinson in Engines of War (1841), page 215, states:
Forging a Royal Artillery Sword
“The present method of manufacturing sword blades of the best quality in England is very simple. The steel is made in Sheffield and sent to the sword cutlers in Birmingham in lengths sufficient to form two blades; the best cast steel is employed; each end is then drawn out by forging to about half the thickness of the bar, leaving a few inches in the centre of the original size, each end, in turn, serving as a handle to hold it by while forging the other; it is afterwards notched and broken in two at the centre and the tang, which is of iron, is welded on to the thick end by splitting open one end of the tang, or that part that enters the handle, and the forging of the blade is completed to the desired pattern.”
Specifications from the 1880s state that “The blade is made of the best cast steel. Free from seams and flaws, properly hardened and tempered and the tang made of the best wrought iron, neatly shut on at the shoulders of the blade, the shoulders to consist of an equal portion of iron and steel, the blade to be ground, polished and finished in a workmanlike manner in accordance with the pattern and gauges.”
Wilkinson forged blades and tangs in their entirety from around the 1870s when they acquired a Ryder Forging Machine. After 1885, when Wilkinson started rolling blades, the tangs were formed on the Ryder and this combination continued up until 2005. Here are their operations for blade forging from a 1902 document:
Grip Cutting, 1916
Crop to billet.
Ryder the billet to the blade’s length and reduce its thickness.
Roll the ‘rough blade’ to pattern (there were rolls for all patterns of blades except some which were entirely hand forged).
Ryder the tang, shaping and drawing it out.
Hand-hammer the top leading edge.
Thread the tang (military: ¼ inch Whitworth thread).
Grind.
Shoulder file.
Curve the blade (if the pattern called for the blade to be curved).
Harden.
Temper and straighten.
Strike and deflection test.
Proof stamp.
Number the blade.
Polish.
Etch.
Final inspection.
Pass to fitters.
A notebook, probably having belonged to a fitter or bench-hand at Wilkinson or Mole, from sometime around the 1870s, gives us the original terms for the hilt parts in a list written on the inside of the front cover:
The title or pivot is often referred to as the tang button today.
The under-nut holds the grip.
The tang is an extension of the blade through the grip.
The lockets are the mounts at the top or middle of a scabbard for suspension.
The chape is the bottom mount or the end of a scabbard.
As for grips, “Wilkinson used beech which, in my day, was cut from surplus, used railway sleepers, nicely aged and seasoned. The carpenters’ shop cut these into the correctly sized rectangular blocks, depending on pattern, and then they were shaped on the profile pattern following cutter/lathe. Various steel patterns were used for different grips for the cutter head to follow and copy in the wood.” Wilkinson described grips by their height and the number of indentations created (called ‘balls’) to accept the wire. So, a description of a sword grip might read Grip—4½ inches—8 balls.
The assembly of a 1912 Pattern Royal Horse Guards Officer’s Sword was as follows:
Mount the hilt.
Put on the under-nut and tighten.
Put on the back-piece and use a leather mallet to seat.
Put on top-nut and spigot.
Use top-nut tool to tighten.
Cut off flush with the back-piece and pommel.
Smooth top-nut.
Chequer the pommel with a chequering tool.
Glaze polish by hand.
Swords that were finished were then “Greased and wrapped in brown paper and labelled before being placed in-store prior to issue.”
A gallery of original schematics and related notes:






























Etchings and Blade Rubbings
Plain and sparsely decorated blades were available to buy alongside the more commonly encountered etched blades, of course, and there was no regulation that said you had to have a decorated blade except when regimental colonels insisted on their officers following a specific pattern. Sometimes, plain blades were officers’ second swords, bought as fighting blades with the ‘normal’ more decorated blades being reserved for parades, et cetera.
Rubbings of the blades’ decorations were taken as records of specific designs and these where kept on file so that they could be used to recreate etching patterns in the case of the deterioration of an original sword. Some of these still exist but many have been lost as the rubbings books were stored poorly and badly water-damaged over the years, leaving some of the survivors blurry. Also, the practice of actually taking the rubbings seemed to have declined as those after 1883 were more concerned with presentation inscriptions rather than things like heraldic etching and, even in the 1930s, only large presentation swords and the odd ‘special’ had rubbings taken. There were 103 dated presentation swords listed between 1856 and 1879 and a large number not dated.
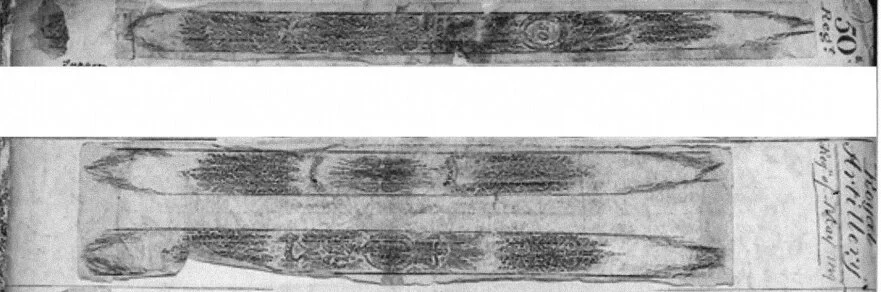
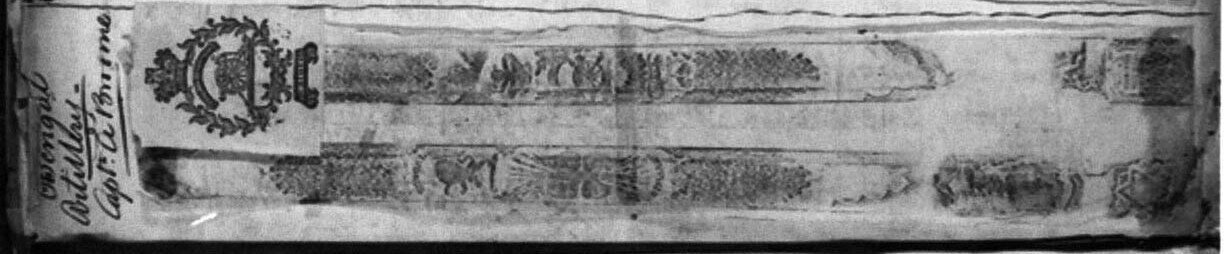
“In 1861, a presentation sword was presented to Charles Hugh Lindsay by members of the St George’s Volunteer Rifle Corps. Fast forward 90 years to November 1951 and a relative of Charles Hugh Lindsay walked into to 53 Pall Mall with the sword and asked if it could be refurbished. The showroom assistant Jimmy Naughton removed the sword from the scabbard to be faced with a shower of rust flakes and a seriously rusted blade missing six inches from the tip! Naughton told the customer that only a new blade would rectify this calamity! In December 1951, the owner returned and collected the sword and was overwhelmed with gratitude as it had been restored to its former glory. Thanks to the blade rubs, the original decorative design and presentation inscription was able to be etched into the replacement blade and every detail of the original, including trade marking, name and so on was faithfully copied. In case of further accidents, a new rub was taken!”
Both of the St George’s Rifles rubs:


Events like this were not uncommon and, with the eagerly rusting nature of swords, it is no surprise that refurbishments and restorations made their way to the company regularly.
Proof Mark Design, 1890
Etching was a strictly in-house affair and the company was proud of its high standards in this department. From 1844 until 1887, when the Chelsea factory was opened, all etching was carried out in the workshops at 27 Pall Mall. Swords bought from elsewhere could also be brought to the Wilkinson team for etching. Only two full-time etchers were employed at once (although others probably helped out when needed) and one would be the head etcher. Etching was often referred to in the company as embossing and the earliest proof docket with a printed notification of “embossing” is number 5541 and dated to 2/11/1854. Obviously, the company was etching its blades prior to this date, too. Occasionally, the proof dockets make a note of which etcher worked on a particular blade: “Etching by P” in the ledger meant it was done by Pearsall in the 1950s, for instance. The Made in England etching on the spine came in during 1902. Wilkinson Sword Co. Ltd and the crossed swords logo was introduced in 1924, superseding Henry Wilkinson of Pall Mall London.
Here is a list of Wilkinson’s etchers:
Henshaw (1844 to 1854, never mentioned in dockets)
Howall (joined Henshaw in 1854)
Pearsall (1850s)
Randall
Friskney
Kerkhoff (found on an 1864 docket)
Appleby (1866 to 1884)
Rowe (1871 to 1910. The earliest mention of Rowe is on the 2/6/1855 for blade number 6583. His pattern sketch book still exists but it is incomplete.)
Campbell Argyll (1885 to 1945)
J Riley (1910 to 1930)
C Web (1938 to 1969)
Adamovitch (1961 to 1983 or 1986)
Ray Humphries (1986 to 2005)
The company also had a club and workroom for the old-timers where they could come in as suited them and earn extra money doing useful things like rough-filing up brass sword castings, cutting Sam Browne leathers to sew onto the wooden bodies, hand polishing and various other jobs, depending on their skills.
A gallery of master etch plates and blade rubbings:






























Proved Marks and Serial Numbers
All sword blades made by Wilkinson from 1844 onwards were proved on the “brutal” blade-testing machine and then marked on the forte with a countersunk circle and a gilded brass disc inset. This disc would have HW stamped onto it if the blade was from the ‘best proved’ product range or a number of other designs if it was to be sold to military outfitters. Before this, blades were marked with Warranted, et cetera. Details of all of the best proved blades were recorded in the proof book and, in the 1850s at least, each blade was personally tested by either Henry Wilkinson or John Latham. The best proved blades would then receive a serial number, stamped deeply into the spine.
Proof Card, 1854
Spine numbers were not just for swords: they included feat-of-arms swords, hunting swords, presentation swords, swords that came in for repair and reproving, some bayonet blades, hunting knives, and so on. An officer could bring his sword (even if it had been originally purchased elsewhere) and have the blade tested and proved by Wilkinson. So if six hundred serial numbers were recorded in a year, for example, then not all would be for officers’ swords.
The proof disc itself was gilded brass and not solid gold as some have thought, however, a pattern existed for it to be cast from gold for insertion on the very expensive presentation swords, circa 1860. With their much slimmer blades, piquet-weights were often (but not always) etched with a proof mark instead of having an inset disc.
By the early 1900s, Wilkinson had begun etching a W within the double triangle on outfitters’ quality swords, saving the cost of milling the hole for the proof disc. A hexagonal proof mark was used from 1905 onwards to denote best proved blades. Sometime in the 1960s, the proof disc was dispensed with entirely because of the cost and the proof marks were instead always etched into the blade.
Military swords sold under contract were usually not marked with a number. Swords from the 1900s that have no serial number were probably made to help sell razor blades. There were a number of these swords (of various patterns) supplied to the sales and advertising department for such things as window displays. They were made, proved and etched in the same way as their regulation counterparts.
Interpreting Dockets
A Typical Docket
One of the most interesting aspects of collecting swords by Wilkinson is the serial number found on many of the spines. As described above, these numbers correspond to a docket in the blade proof book and this can often provide the researcher with extra details about the sword and its purchaser. However, sometimes the dockets can be a little difficult to decipher as they include handwritten notes and terminology esoteric to the layman.
“One must remember that the proof book is exactly what it says it is [a record of a blade’s proving]. We are lucky in that in most cases there is more information about the total sword.”
It was quite normal for standard blades to be made in batches, proved and then mounted with infantry or rifles hilts as the orders came in. This means that some dockets might show that a blade was finished and sold months or even years apart.
Following are some notes regarding the information one might discover on a docket.
Ministry of Defence, 2005
The term embossing is used widely in the dockets and is synonymous with etching.
“French back” refers to a hilt with a pommel and no back-strap, in the French style of the period.
A rifles and infantry ‘medium’ blade is always 1 inch wide at the shoulder and 32 ½ inches long, not including the tang. “I have checked through various years, at random, and where ‘medium’ is mentioned the blade is invariably 1 inch wide.”
SB stands for Sam Browne and refers to a hilt being covered in leather.
“Etching by P” refers to Pearsall, an etcher during the 1850s.
ISC in the regimental column means Imperial Service Corps.
R. & Co. could mean Reeves & Co.
American cloth. This was a waterproof cotton cloth that was glazed and varnished and black in colour—an imitation of Morocco leather—and it was used in the cheaper sword bags. Also known as imitation donkey skin and (in the United States) as enamelled or oil cloth.
ISD stands for India Store Department and is usually present with the broad arrow marking on the blade near the hilt.
The stamps W49 and W35 are both Wilkinson’s inspectors’ markings. W49 came first (from 1886), belonging to a Mr Woodley who was an employee and also a government registered inspector, and W35 came later. If both of these are present on a single blade it suggests that a re-inspection took place, perhaps after a repair. As for modern inspection standards, the specifications and inspections are still as rigid today as they always were. Pooley Sword has the Ministry of Defence’s contract and still receives inspectors who verify the swords supplied against the sealed pattern and printed specifications. They perform random blade springing and striking tests and these tests are applied to contract swords for the Ministry as well as private purchase swords.
Staff
The staff members in 1884 included:
William ‘Bill’ Bonner, head bladesmith.
Tom Beasley, bladesmith (whose stamp appears on the Stalingrad Sword’s tang).
Mr Appleyard, grinding mill foreman.
Walter Johnson, head fitter (the Johnsons—father, uncle, son—came from Reeves in 1884).
George Johnson, fitter.
Ernest Johnson, fitter (still noted as working in 1959).
Herbert MacNab, fitter.
William Morton, pattern maker.
W. Rowe, etcher.
Campbell Argyll, etcher.
Mr Woodley, in-house government inspector.
Management at this time comprised of:
John Francis Wilkinson-Latham
Henry Wilkinson-Latham
assisted by:
John Tolhurst Musgrave
Thomas Henry Randolph (Henry Wilkinson-Latham’s clerk)
Others include:
Sid Rouse, bladesmith, assistant to Tom Beasley on the Stalingrad Sword.
Jimmy Naughton, showroom assistant in 1951.
William Harding (whose brother James was also a fitter) was listed as a fitter on an 1880-dated docket.












In closing, Robert Wilkinson-Latham has authored many books which will be of interest to those who wish to widen their knowledge of historical weaponry, including:
North-West Frontier, 1837-1947
British Military Bayonets, 1700-1945
Swords: Including other Edged Weapons
If this free article was useful then please consider supporting me on Patreon. By adding your support you gain access to a growing archive of useful articles, in-depth resources and advice, personal help with identifications and restorations, and, as I’m slowly liquidating my collection, early access to new sales. You can help out from as little as £1 (or $1) and everything helps. Thank you for your consideration.